مشخصات فنی میلگرد زاگرس
مشخصات فنی میلگرد زاگرس را با دو اج متفاوت میتوانید مشاهده کنید .ميلگردهاي توليدي شركت صبا فولاد زاگرس بصورت آجدار (دوكي- یکنواخت) و مطابق با استاندارد ملي ايران به شماره 3132 در دو گروه میلگرد های اج 400 و اج 500 به بازارعرضه مي گردند. جهت مشاهده قیمت میلگرد زاگرس و نمودار قیمت میلگرد زاگرس میتوانید در وبسایت فلزمال مشاهده فرمایید .
مشخصات فنی میلگرد زاگرس
معرفی فلزمال
میلگرد زاگرس
میلگرد اج 500 صبا فولاد زاگرس
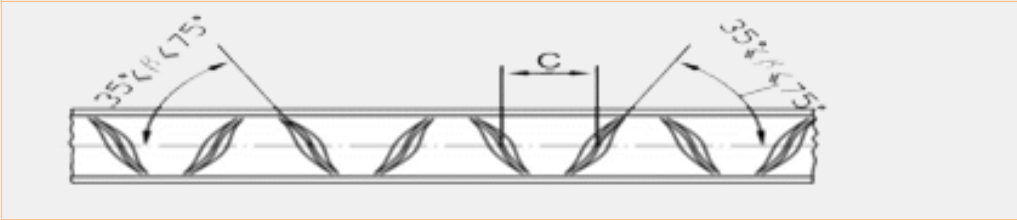
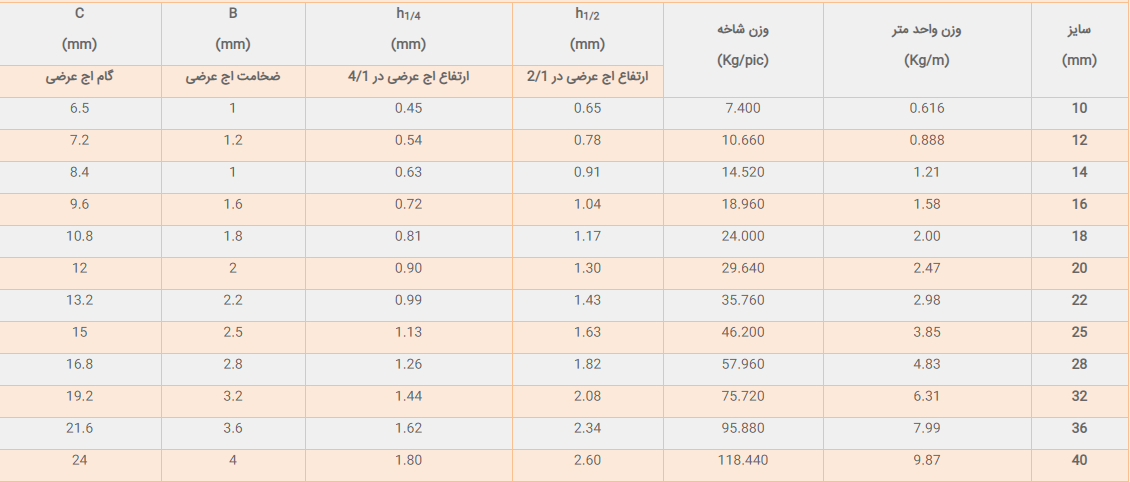
امروزه با پیشرفت تکنولوژی نورد و اتوماسیون بالا از نظر کنترل درجه حرارت و سرعت سرد کردن و وجود سیستم ترمکس این امکان بوجود آمده است که از شمش های با کربن معادل پائین بتوان آج 500 و بالاتر را با قابلیت جوش پذیری و مشخصات مکانیکی مطلوب همراه با داکتیلیتی مناسب تولید نمود.در این میلگرد ها اج های عرضی دوکی شکل در دو طرف اج طولی و بصورت چهار نیم مارپیچ به شکل هفت و هشت با زاویه 35 تا 75 درجه مطابق با شکل زیر تولید می گردد. شایان ذکر است کلیه مشخصات هندسی و فیزیکی میلگرد های اج 500 مطابق با جدول قبل می باشد
شکل ظاهری
میلگرد اج 500 صبا فولاد زاگرس
مشخصات مکانیکی
میلگرد اج 500 صبا فولاد زاگرس

مشخصات ابعادی
میلگرد اج 500 صبا فولاد زاگرس

مشخصات شیمیایی
میلگرد اج 500 صبا فولاد زاگرس

شکل ظاهری
میلگرد اجدار (جناغی- دوکی) اج 400

مشخصات مکانیکی
میلگرد اجدار (جناغی- دوکی) اج 400

مشخصات ابعادی
میلگرد اجدار (جناغی- دوکی) اج 400
مشخصات شیمیایی
میلگرد اجدار (جناغی- دوکی) اج 400

آنالیز شیمیایی
شمش های مصرفی میلگرد زاگرس

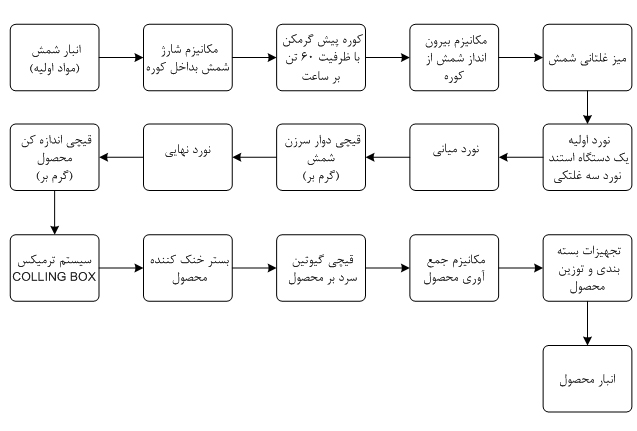
فرایند تولید
صبا فولاد میلگرد زاگرس
ابتدا مواد اوليه خط نورد که بصورت شمش Billet ميباشد و معمولاً بطول 12 متر در کارخانجات ذوب و ريخته گری توليد ميگردد در انبار شمش يا مواد اوليه بطول های متناسب با عرض کوره پيش گرمکن 6 متر بريده ميشود . شمش های بريده شده از انبار شمش بوسيله جرثقيل سقفی برروی ميز شارژ انتقال مي يابند . سپس اين شمش ها در دسته های سه تايي توسط ميز غلتانی بجلوی درب ورودی کوره منتقل و توسط يک دستگاه Pusher ( هل دهنده ) بداخل کوره هدايت ميشوند . شمش ها در داخل کوره پيش گرمکن بتدريج گرم شده بطريقی که دمای آنها در مجاورت درب خروجی کوره به حدود1150-1250درجه سانتيگراد برسد . شمش توسط دستگاهEjector يا هل دنده از کوره به بيرون منتقل و بر روی ميز غلتانی بطرف استند يا قفسه های نورد هدايت ميشود. پروسه نورد شامل سه مرحله نورد اوليه (Roughing) ، نورد ميانی (Intermediate) و نورد نهايي (Finishing) ميباشد در اين پروسه عمليات نورد طولی در استندهای نورد انجام مي پذيرد . يعنی شمش با کاهش سطح مقطع، افزايش طول مي يابد تا نهايتاً در آخرين استند شکل ميلگرد مورد نظر و با قطر مورد نياز تحقق يابد . بمنظور جلوگيری از ورود ماده نوردی که در طول اين پروسه با کاهش دما همراه ميباشد به کاليبرهای استندها بايستی جهت جلوگيری از شکست غلتک های نورد قسمت انتهايي ماده نوردی که سريعتر سرد ميشود قطع گردد . بدين منظور بين استندهای نورد اوليه و نورد ميانی دو دستگاه قيچی سرزن تعبيه گرديده است. ميلگرد حاصل از پروسه نورد که دمايي در حدود 900 درجه سانتيگراد دارد پس از عبور از قيچیSizingکه محصول را بطول متناسب ميبرد برروی بستر خنک کننده توسط ميز غلتانی هدايت ميشود . محصول پس از خنک شدن بر روی بستر توسط ميز غلتانی هدايت شده و سپس توسط يک دستگاه قيچی سرد بر گيوتينی بطول 12 متر بريده ميشود و بطرف مکانيزم دسته بندی و بسته بندی محصول منتقل می گردد . در اين قسمت محصول در بسته های 5/2-2 تنی به انبار و یا جهت بارگيری و ارائه به بازار انتقال مي يابند .